
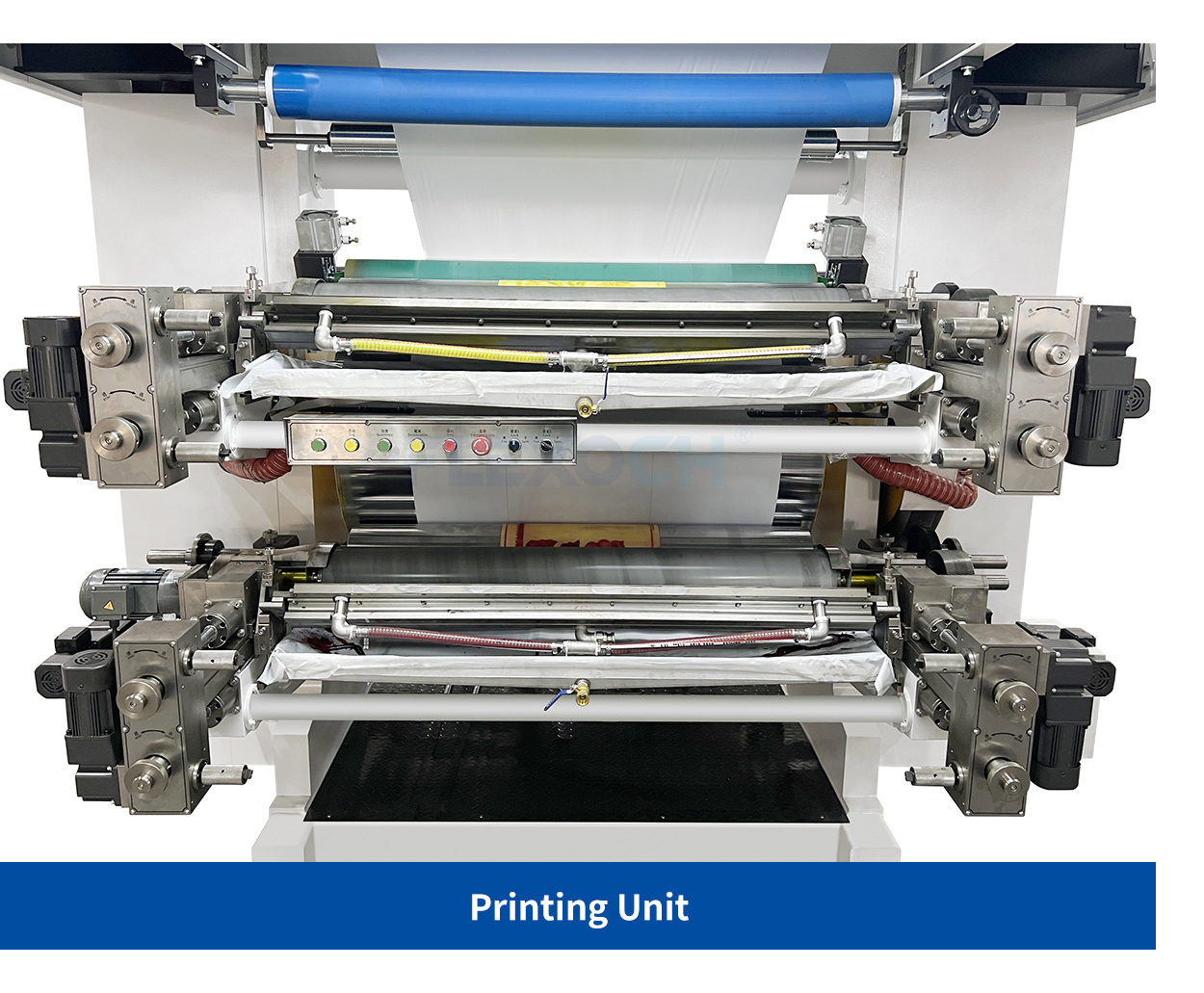
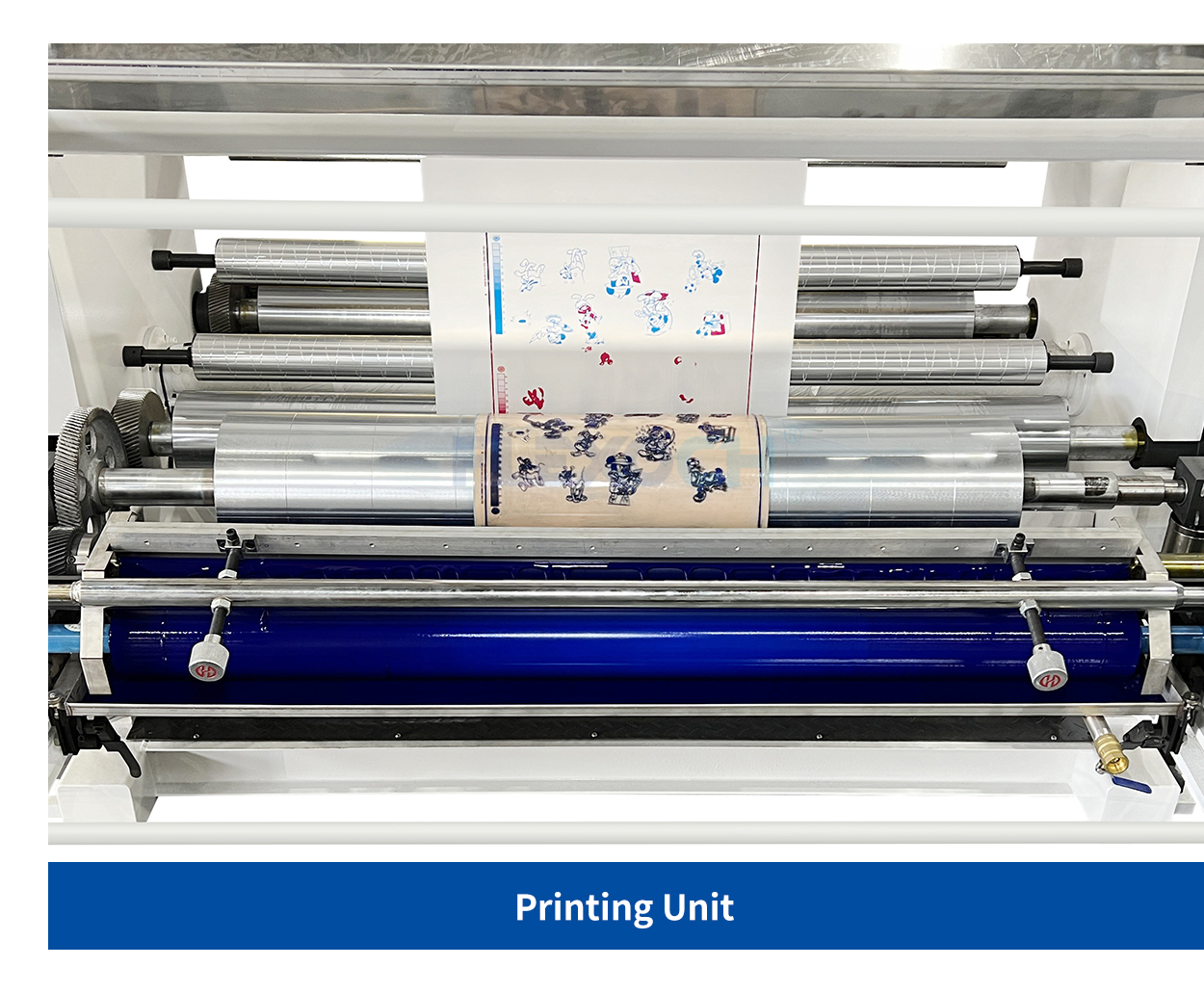
Флексографическая печатная машина CI
Флексографическая печатная машина с центральным тиснением (CI) использует один большой печатный барабан для удержания материала в неподвижном положении, в то время как все цвета печатаются вокруг него. Такая конструкция обеспечивает стабильное натяжение и превосходную точность совмещения, особенно для пленок, чувствительных к растяжению.
Он работает быстро, расходует меньше материала и обеспечивает высококачественную печать — идеально подходит для упаковки премиум-класса и высокоточных задач.


Флексографическая печатная машина штабелируемого типа
В многоярусной флексографской печатной машине каждый цветовой блок расположен вертикально, и каждая станция может регулироваться отдельно. Это упрощает работу с различными материалами и смену заданий. Она хорошо подходит для широкого спектра материалов и особенно полезна для двусторонней печати.
Если вам нужна гибкая и экономичная машина для ежедневных работ по упаковке, то многоярусная флексографическая печатная машина — это практичный и надежный выбор.


Независимо от типа печатной машины — флексографической или многослойной — может возникнуть неточность совмещения цветов, что повлияет на цветопередачу и качество печати конечного продукта. Следующие пять шагов представляют собой систематическую процедуру поиска и устранения этой проблемы.
1. Проверка механической устойчивости.
Часто причиной смещения является механический износ или ослабление креплений. Для многоярусных флексографских печатных машин стоит регулярно проверять шестерни, подшипники и приводные ремни, соединяющие каждый печатный блок, чтобы убедиться в отсутствии люфта или смещения, которые могут повлиять на выравнивание.
В печатных машинах с центральным тиражированием обычно достигается более стабильная приводка, поскольку все цвета печатаются на одном тиражном барабане. Тем не менее, точность по-прежнему зависит от правильной установки печатного цилиндра и поддержания постоянного натяжения полотна — если хотя бы один из этих факторов нарушается, стабильность приводки ухудшается.
Рекомендация:При замене печатных форм или после некоторого простоя станка, поверните каждый печатный блок вручную, чтобы проверить наличие необычного сопротивления. После завершения регулировок запустите печатный станок на низкой скорости и проверьте метки совмещения. Это поможет убедиться в стабильности выравнивания перед переходом на полную скорость производства.
2. Оптимизация совместимости субстратов
Такие материалы, как пленка, бумага и нетканые материалы, по-разному реагируют на натяжение, и эти различия могут приводить к смещению совмещения во время печати. Флексографические печатные машины с центральным расположением печатных форм, как правило, поддерживают более стабильное натяжение и поэтому хорошо подходят для пленочных применений, требующих высокой точности. Флексографические печатные машины с многослойной загрузкой, напротив, часто требуют более точной настройки параметров натяжения для обеспечения стабильного выравнивания.
Рекомендация:Если вы заметили, что материал заметно растягивается или сжимается, уменьшите натяжение полотна. Более низкое натяжение поможет ограничить изменение размеров и уменьшить погрешность совмещения.
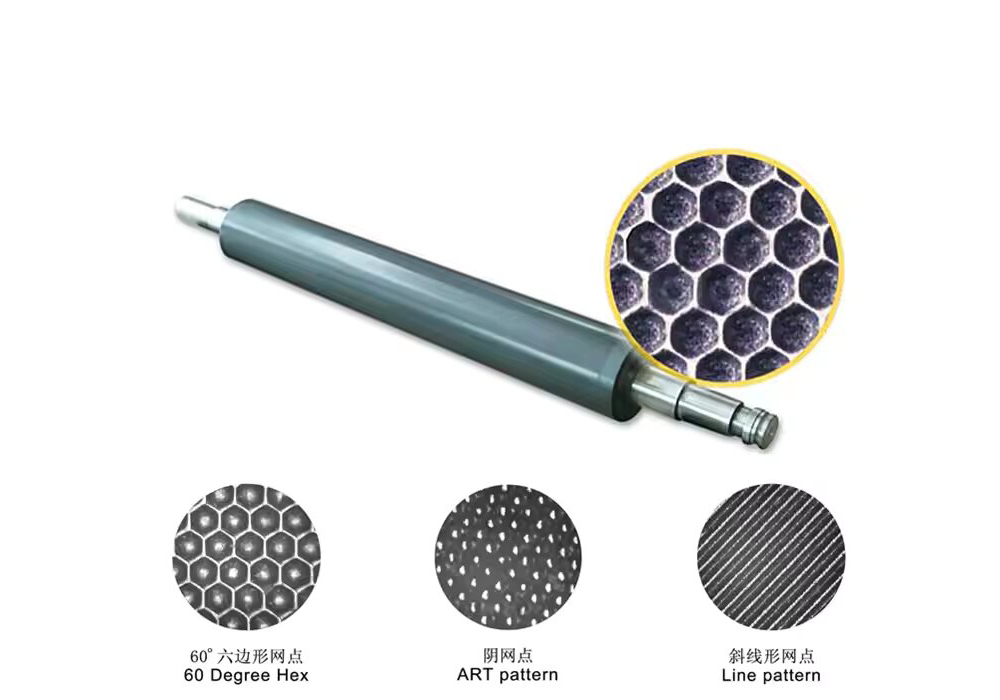
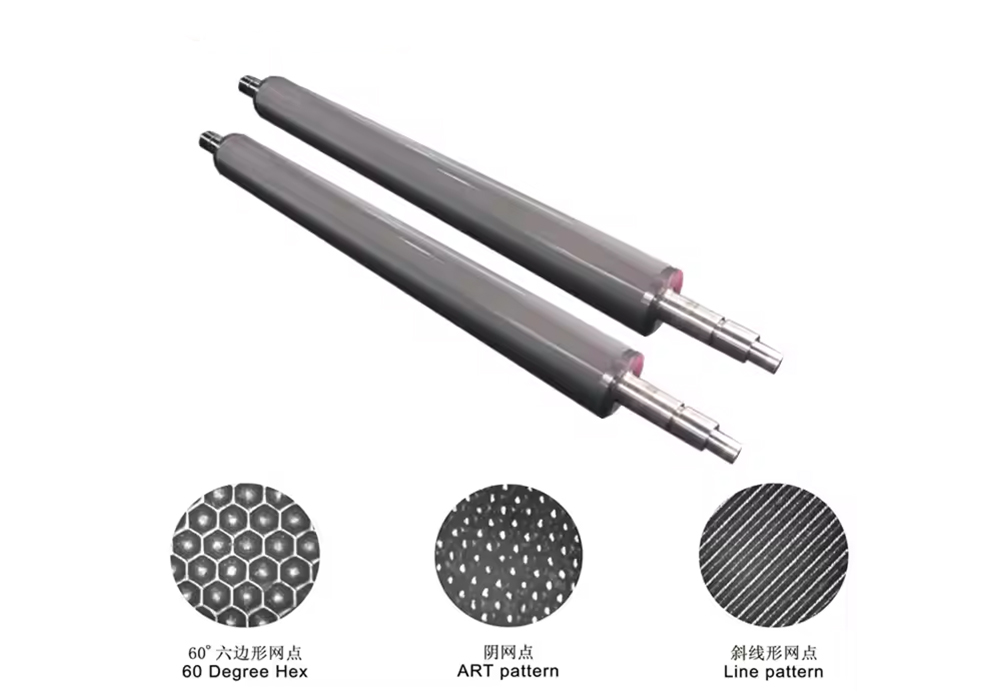
3. Совместимость калибровочной плиты и анилоксового валика.
Характеристики печатной формы, такие как толщина, твердость и точность гравировки, оказывают прямое влияние на точность совмещения. Использование печатных форм высокого разрешения может помочь контролировать увеличение размера точки и повысить стабильность. Количество линий на анилоксовом валу также необходимо тщательно подбирать в соответствии с печатной формой: слишком большое количество линий может уменьшить объем чернил, а слишком малое — привести к избытку чернил и размазыванию, что косвенно может повлиять на точность совмещения.
Рекомендация:Целесообразно контролировать количество линий на анилоксовом валике в диапазоне 100–1000 линий на дюйм. Убедитесь, что твердость пластины остается постоянной на всех устройствах, чтобы избежать усиления этих колебаний.
4. Отрегулируйте давление печати и систему подачи чернил.
При слишком высоком давлении при печати печатные формы могут деформироваться, и эта проблема особенно часто встречается на флексографических печатных машинах многоярусного типа, где каждая станция прикладывает давление независимо. Устанавливайте давление для каждого блока отдельно и используйте только минимально необходимое для чистого переноса изображения. Стабильное поведение чернил также играет важную роль в контроле совмещения. Проверяйте угол наклона ракельного ножа и поддерживайте надлежащую вязкость чернил, чтобы избежать неравномерного распределения чернил, которое может вызвать локальные смещения совмещения.
Рекомендация:Как на многослойных, так и на флексографических печатных машинах с центральным расположением печатной головки, короткий путь подачи краски и быстрая передача краски повышают чувствительность к характеристикам высыхания. Следите за скоростью высыхания во время производства и используйте замедлитель, если краска начинает высыхать слишком быстро.
● Вступление к видео
5. Примените инструменты автоматической регистрации и компенсации.
Ряд современных флексографических печатных машин оснащены функциями автоматической приводки, которые корректируют выравнивание в режиме реального времени во время производства. Если проблемы с выравниванием сохраняются после ручной регулировки, уделите время анализу предыдущих заказов. Изучение исторических данных о производстве может выявить повторяющиеся закономерности или отклонения, связанные со временем, которые указывают на первопричину, что поможет вам внести более целенаправленные и эффективные изменения в настройку оборудования.
Рекомендация:Для печатных машин, работающих длительное время, целесообразно периодически проводить полную проверку линейной юстировки всех печатных секций. Этот шаг особенно важен для флексографских машин штабелируемого типа, поскольку каждая секция работает независимо, а стабильная приводка зависит от их скоординированного выравнивания.
Заключение
Будь то флексографическая печатная машина с центральным оттиском или многоярусная флексографическая печатная машина, проблема совмещения цветов обычно вызвана взаимодействием механических, материальных и технологических параметров, а не каким-либо одним фактором. Благодаря систематическому устранению неполадок и тщательной калибровке мы уверены, что вы сможете быстро помочь флексографической печатной машине возобновить производство и повысить долговременную стабильность оборудования.


Дата публикации: 08.08.2025