
В процессе флексографической печати медленная сушка чернил, приводящая к размазыванию, является постоянной проблемой для полиграфических компаний. Это не только влияет на качество печати и увеличивает количество отходов, но и снижает эффективность производства и может даже задерживать сроки поставки. Как эффективно решить эту проблему? Мы предлагаем комплексное решение, охватывающее выбор чернил, оптимизацию процесса, модернизацию оборудования и контроль окружающей среды, чтобы помочь вам устранить размазывание и добиться стабильного и высокоэффективного производства печати.
В процессе флексографической печати медленная сушка чернил, приводящая к размазыванию, является постоянной проблемой для полиграфических компаний. Это не только влияет на качество печати и увеличивает количество отходов, но и снижает эффективность производства и может даже задерживать сроки поставки. Как эффективно решить эту проблему? Мы предлагаем комплексное решение, охватывающее выбор чернил, оптимизацию процесса, модернизацию оборудования и контроль окружающей среды, чтобы помочь вам устранить размазывание и добиться стабильного и высокоэффективного производства печати.
● Выбор чернил и оптимизация формулы – решение проблем с высыханием на начальном этапе.
Для флексографических печатных машин выбор и состав чернил имеют решающее значение для решения проблем с сушкой. Мы рекомендуем быстросохнущие чернила, такие как чернила на основе растворителей с высокой летучестью или чернила на водной основе с ускорителями сушки. Для максимальной скорости сушки наилучшим выбором являются УФ-чернила в сочетании с системами ультрафиолетового отверждения. Регулировка соотношения растворителей — например, увеличение содержания этанола или этилацетата — может улучшить эффективность сушки при сохранении стабильности чернил. Кроме того, выбор правильных добавок для сушки (например, кобальтовые/марганцевые сушители для окислительных чернил или специализированные проникающие вещества для абсорбирующих подложек) обеспечивает оптимальные результаты.
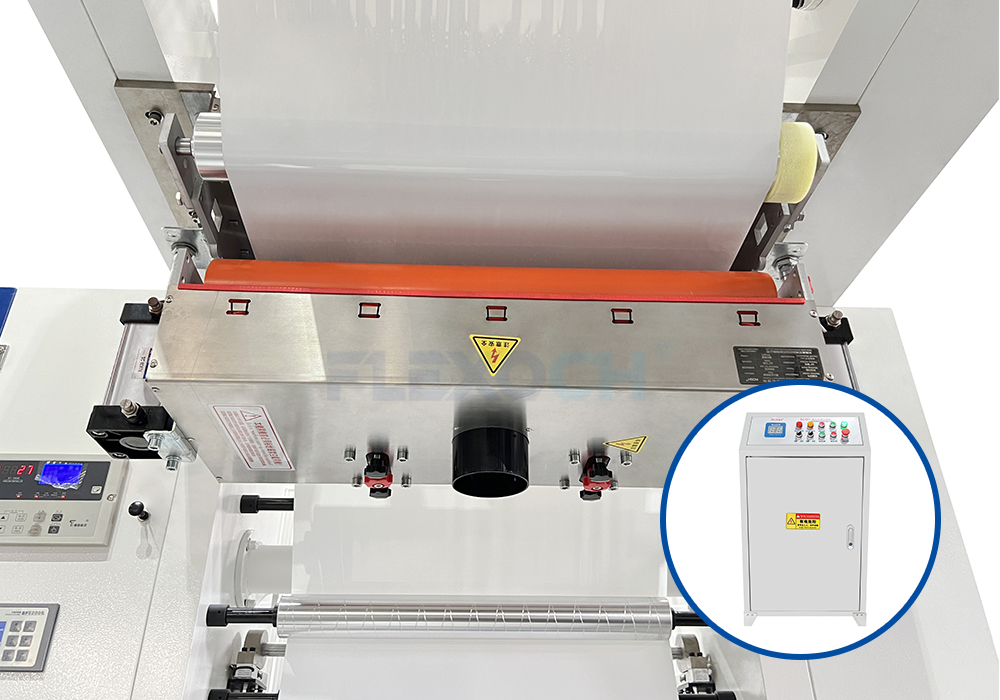
● Модернизация системы сушки – повышение эффективности
Эффективность сушильных систем в флексографической печатной машине напрямую влияет на результаты. Регулярно проверяйте сушилки, чтобы убедиться в правильности температурных настроек (50–80 °C для сольвентных красок, немного ниже для красок на водной основе) и беспрепятственном потоке воздуха. Для сложных задач можно перейти на инфракрасную сушку для локальной эффективности или УФ-отверждение для мгновенной сушки. Установки для сушки холодным воздухом особенно полезны для невпитывающих пленок, предотвращая повторное увлажнение краски.


● Оптимизация процесса печати – корректировка производственных параметров
В флексографических печатных машинах оптимизация производственных параметров значительно повышает эффективность сушки. Контроль скорости печати имеет решающее значение — чрезмерная скорость препятствует надлежащей сушке до следующей печатной станции. Регулируйте скорость в зависимости от свойств краски и производительности сушилки. Управление толщиной красочного слоя путем правильного выбора анилоксового валика и объема краски предотвращает чрезмерное накопление краски. При многоцветной печати увеличение расстояния между станциями или добавление промежуточных сушилок увеличивает время сушки.
● Адаптация к окружающей среде и субстрату – критически важные внешние факторы
Условия окружающей среды в цехе флексографической печати существенно влияют на процесс сушки. Поддерживайте температуру в цехе на уровне 20–25 °C и влажность на уровне 50–60%. В сезон повышенной влажности используйте осушители воздуха. Предварительная обработка подложки (например, коронный разряд для пленок ПЭ/ПЭТ) улучшает адгезию чернил и уменьшает дефекты сушки.
Лечение коронавируса

Контроль влажности
Наконец, надежный план технического обслуживания обеспечивает долгосрочную стабильность. Регулярная очистка сопел сушилки и нагревательных элементов, проверка износа анилоксовых валов и использование приборов для измерения натяжения в сухом состоянии для контроля качества печати — ключевые шаги в предотвращении проблем, связанных с сушкой.




Дата публикации: 29 мая 2025 г.